ورود به ناحیه کاربری
خروج
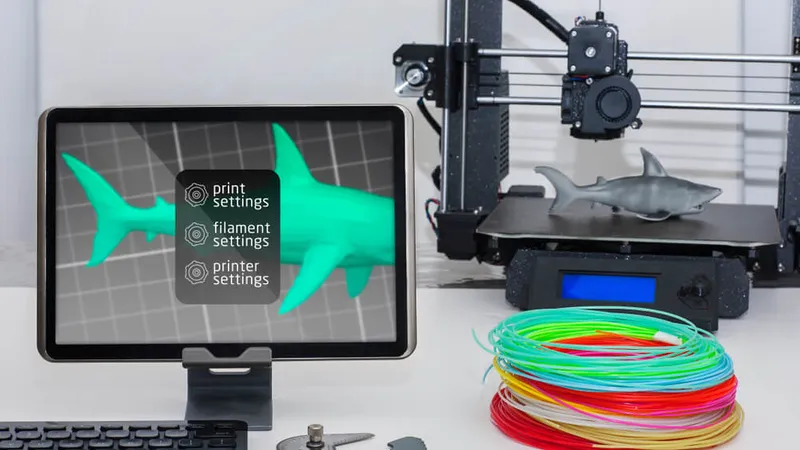
در این نوشته، خلاصه ای از تنظیمات پیشنهادی برای پرینت سه بعدی با مواد اولیه PETG آورده شده است.
منابع:
https://www.wevolver.com/article/petg-print-settings